Позвоните в службу поддержки
+86-795-3241001

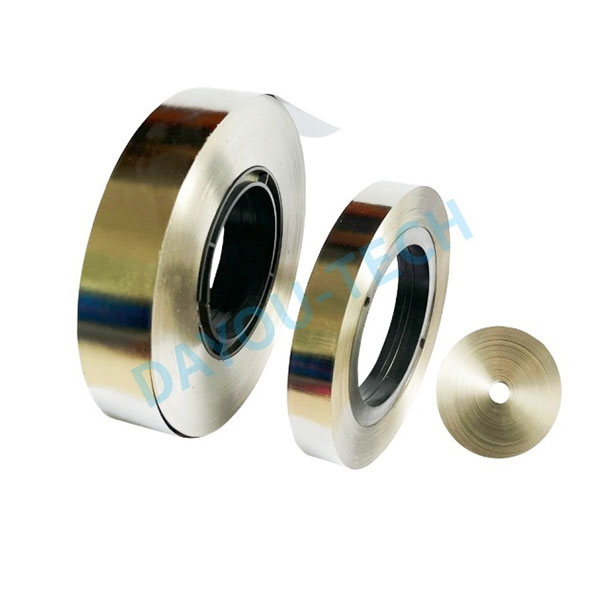
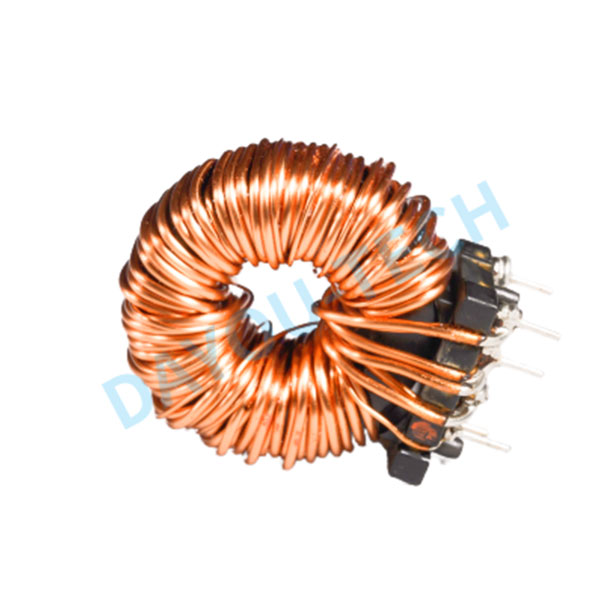
Завод по производству сердечников для дросселей – это, на первый взгляд, довольно узкая специализация. Многие представляют это как простую механическую работу, где просто из листового железа вырезают нужные детали. Но это далеко не так. Реальность гораздо сложнее, и от понимания нюансов этого процесса напрямую зависит качество конечного продукта и надежность всей электрической системы. Давайте разберемся, что нужно учитывать, и какие подводные камни неизбежны.
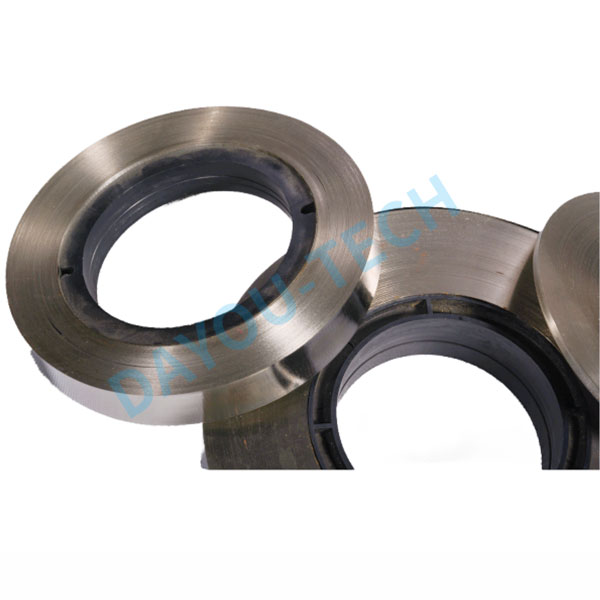
Прежде всего, стоит понять, что сердечник для дросселя – это не просто кусок металла. Это сложная инженерная деталь, спроектированная для выполнения конкретных задач: индуктивности, частотного диапазона, допустимой мощности и температуры. Процесс производства начинается с проектирования сердечника – здесь учитываются все требования к электрическим характеристикам и механической прочности. Затем идет выбор материала, обычно это электротехническая сталь, но бывают и другие варианты – ферриты, различные сплавы. Далее – резка, штамповка, термообработка, покрытие, и, наконец, контроль качества.
На практике часто встречается недооценка значимости выбора материала. Выбор, кажущийся простым, на самом деле влияет на множество параметров. Например, разные марки электротехнической стали имеют разную магнитную проницаемость, что напрямую влияет на индуктивность дросселя. Более того, важно учитывать влияние термообработки на магнитные свойства материала. Неправильно подобранная термообработка может привести к снижению индуктивности или даже к разрушению сердечника под нагрузкой.
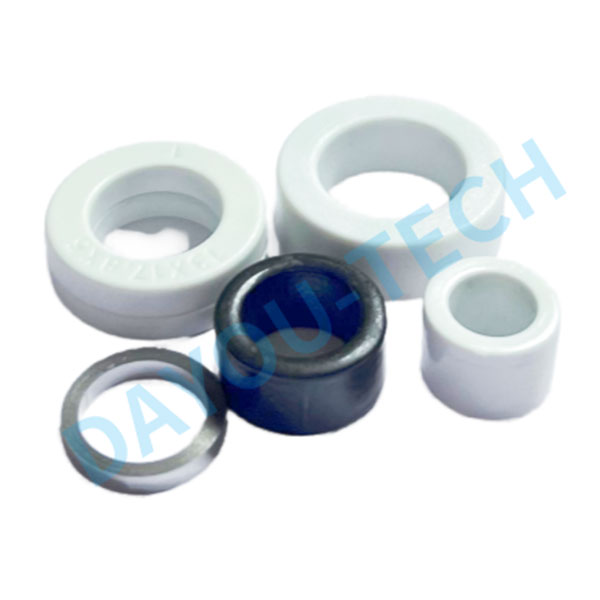
Электротехническая сталь – это, конечно, основа. Но существует целый ряд ее марок, каждая со своими особенностями. Например, сталь марки 'Н40' отличается более высокой индуктивностью, чем 'Н33', но при этом менее устойчива к высоким температурам. Выбор зависит от конкретных условий эксплуатации дросселя. В некоторых случаях используют ферриты, которые обладают еще более высокими магнитными характеристиками, но и более хрупкие. Иногда применяют специальные покрытия, чтобы повысить коррозионную стойкость или снизить потери на гистерезис.
Лично я часто сталкивался с ситуацией, когда заказчик выбирал материал, исходя только из стоимости, не учитывая требования к производительности. В итоге, получался продукт, который не соответствовал спецификациям, приводил к сбоям в работе всей системы. Это, конечно, дорого обходится.
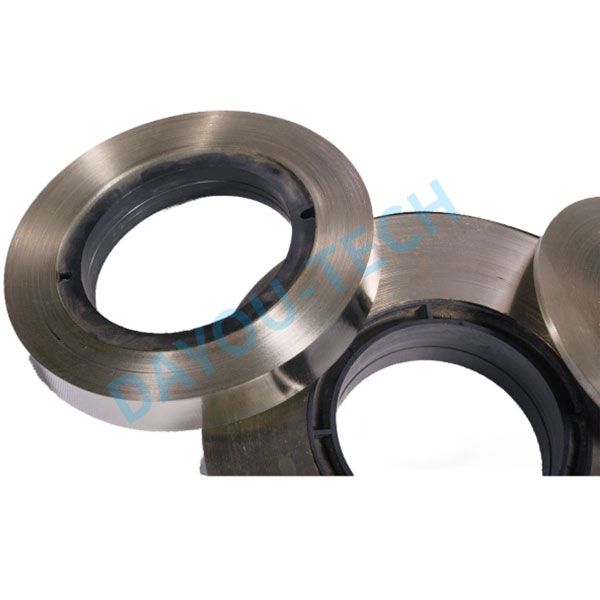
Сама технология производства сердечника включает несколько этапов. Резка может осуществляться различными способами – лазерной резкой, плазменной резкой, гидроабразивной резкой. Выбор метода зависит от материала, толщины листа и требуемой точности. Штамповка – это процесс придания сердечнику необходимой формы. Здесь важно правильно подобрать штампы и параметры штамповки, чтобы избежать деформации материала. Термообработка – это процесс изменения магнитных свойств материала путем нагрева и охлаждения. Важно строго контролировать температуру и скорость охлаждения, чтобы не повредить сердечник.
При резке, особенно тонких листов, часто возникает проблема с задирами и деформацией материала. Это требует использования специальных режимов резки и, возможно, дополнительной обработки поверхности. Я помню один случай, когда при производстве сердечников для импульсных блоков питания возникли проблемы с образованием трещин в углах детали. Пришлось менять технологию резки и использовать специальные охлаждающие жидкости.
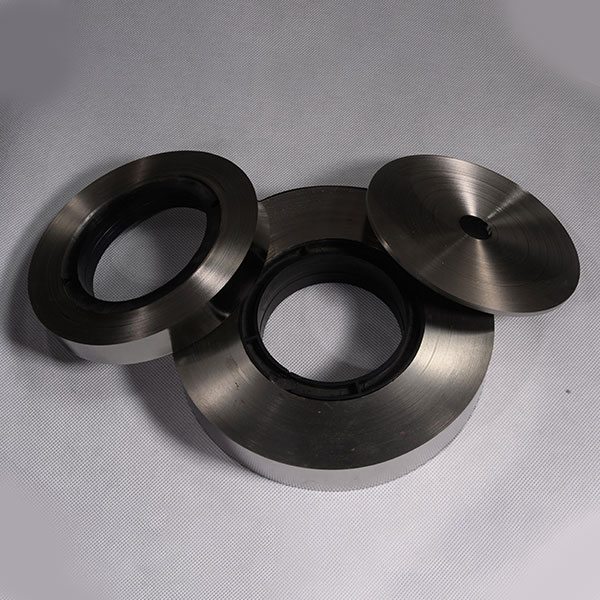
Контроль качества на каждом этапе производства – это обязательное условие. Проверяют размеры, форму, магнитные характеристики, механическую прочность, состояние поверхности. Используют различные методы контроля – визуальный осмотр, геометрический контроль, магнитный контроль, испытания на изгиб и растяжение. Современные автоматизированные системы контроля качества позволяют оперативно выявлять дефекты и предотвращать выпуск бракованной продукции.
Просто визуальный осмотр, как мне кажется, не всегда достаточен. Нужно проводить измерения индуктивности, частотной характеристики, потери на гистерезис. Это требует наличия специального оборудования и квалифицированного персонала. И, конечно, необходимо вести строгий учет всех результатов контроля качества, чтобы можно было выявить причины возникновения дефектов и улучшить технологический процесс.
Одна из частых проблем – это образование горячих точек при штамповке. Это приводит к локальному нагреву материала и снижению его магнитных свойств. Для решения этой проблемы используют специальные охлаждающие жидкости и оптимизируют параметры штамповки.
Еще одна проблема – это образование микротрещин на поверхности сердечника. Это может быть вызвано некачественной термообработкой или неправильным выбором материала. В этом случае необходимо провести повторную термообработку или использовать другой материал.
В последние годы наблюдается тенденция к использованию новых материалов и технологий. В частности, активно применяются ферриты с улучшенными магнитными характеристиками, а также новые методы термообработки. Также растет спрос на сердечники с повышенной коррозионной стойкостью и устойчивостью к высоким температурам. Компания ООО?Цзянси?Даю?Технология активно внедряет новые технологии, чтобы соответствовать требованиям рынка.
Мы постоянно следим за новыми разработками в области производства сердечников для дросселей и стараемся внедрять их в свою технологическую линию. Это позволяет нам предлагать нашим клиентам продукцию высочайшего качества, соответствующую самым современным требованиям.
Производство сердечников для дросселей – это сложный и многогранный процесс, требующий глубоких знаний и опыта. Нельзя недооценивать важность каждого этапа производства – от выбора материала до контроля качества. Только при соблюдении всех технологических требований можно получить продукт, который будет соответствовать требованиям заказчика и обеспечит надежную работу всей электрической системы. Мы в ООО?Цзянси?Даю?Технология стремимся к совершенству в производстве сердечников для дросселей и готовы предложить нашим клиентам продукцию самого высокого качества.
Если у вас есть вопросы по сердечникам для дросселей, пожалуйста, свяжитесь с нами. Мы будем рады помочь вам.