Позвоните в службу поддержки
+86-795-3241001

В последние годы наблюдается всплеск интереса к производству индукторов. Особенно это заметно в сфере электроники, от автомобильной промышленности до энергетики. Часто встречаются упрощенные представления о том, как это делается, и о сложности задачи. На деле, успешное производство индукторов – это баланс между техническими знаниями, опытом и пониманием специфики конечного применения. Хочу поделиться некоторыми мыслями, основанными на нашем опыте работы в ООО ?Цзянси Даю Технология? и, пожалуй, выложу некоторые 'кровь и пот' в обсуждении. Это не теоретический обзор, а скорее размышления о реальных проблемах и подходах.
В общем виде процесс выглядит следующим образом: от проектирования до отладки готового изделия. Начнем с проектирования. Это ключевой этап, определяющий характеристики будущего индуктора. Здесь учитываются индуктивность, сопротивление постоянному току (DCR), ток насыщения, потери, частотный диапазон и многое другое. Часто возникают вопросы: какой тип сердечника выбрать (ферриты, порошковые магниты, воздушные), какая конструкция оптимальна для конкретных требований. Мы часто сталкиваемся с ситуациями, когда заказчик указывает лишь общие параметры, а детальное проектирование требует глубокого понимания принципов электромагнетизма и особенности работы различных материалов.
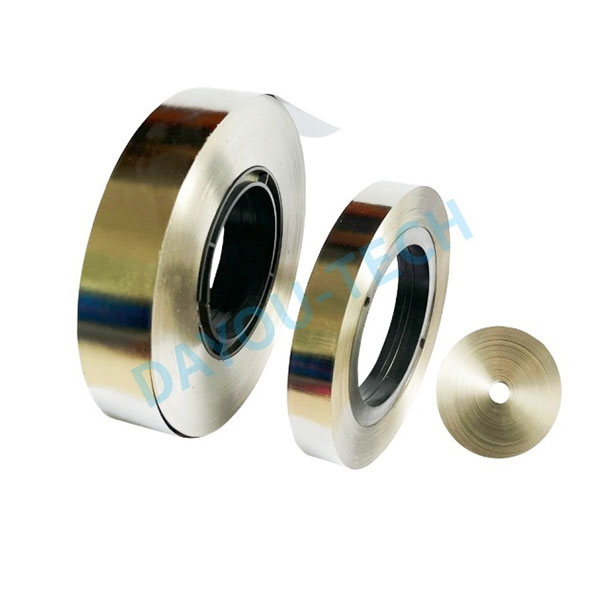
Затем идёт выбор оборудования и подготовка технологического процесса. Тут уже всё зависит от объёмов производства и требований к точности. На небольших тиражах достаточно простых машин для намотки, на больших – требуются автоматизированные линии с контролем качества на каждом этапе. Мы используем как традиционное оборудование для намотки, так и современные автоматизированные системы с числовым программным управлением. Крайне важен контроль качества материалов – сердечники, проводники, изоляция – от этого напрямую зависит надежность и долговечность готового изделия. Иногда оказывается, что незначительное отклонение в характеристиках сырья приводит к серьезным проблемам в процессе производства.
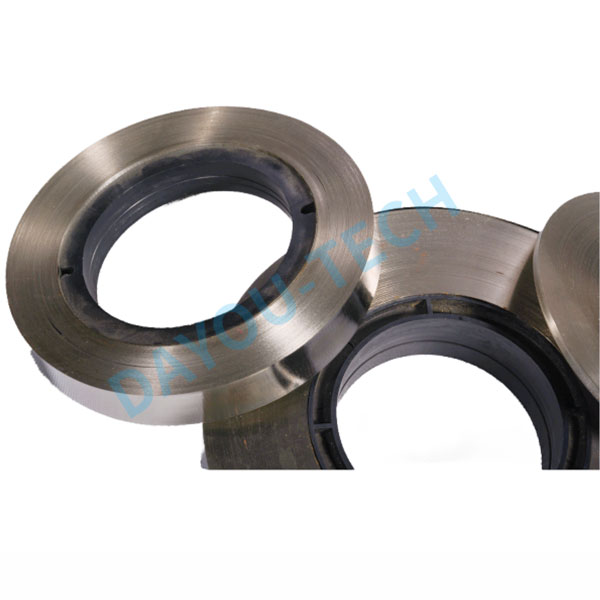
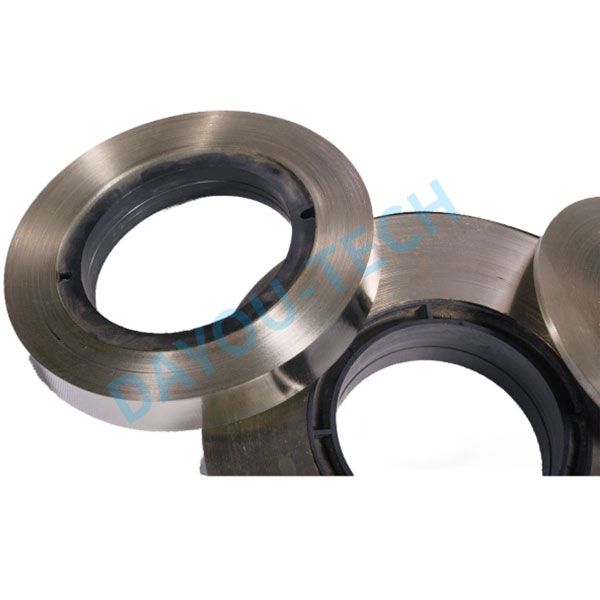
Вопрос выбора сердечника – один из самых сложных. Ферритовые сердечники – более распространенный вариант, они дешевле и обладают хорошими характеристиками на средних частотах. Но у них есть свои ограничения – более высокие потери, особенно при высоких частотах. Порошковые магниты – дороже, но обеспечивают более высокое качество и стабильность характеристик, особенно в широком частотном диапазоне. Выбор конкретного материала определяется задачами, которые должен решать индуктор. Например, для высокочастотных приложений мы обычно рекомендуем порошковые магниты, а для приложений, где важна экономичность – ферриты.
Иногда, несмотря на всю сложность выбора, проще просто протестировать несколько вариантов. У нас был случай, когда заказчику требовался индуктор с очень специфическими характеристиками по индуктивности и DCR. Мы рассмотрели несколько вариантов сердечников, провели серию тестов и в итоге выбрали комбинацию феррита и порошкового магнита, что позволило нам получить оптимальный результат. Это показывает, что универсального решения не существует, и часто требуется экспериментировать.
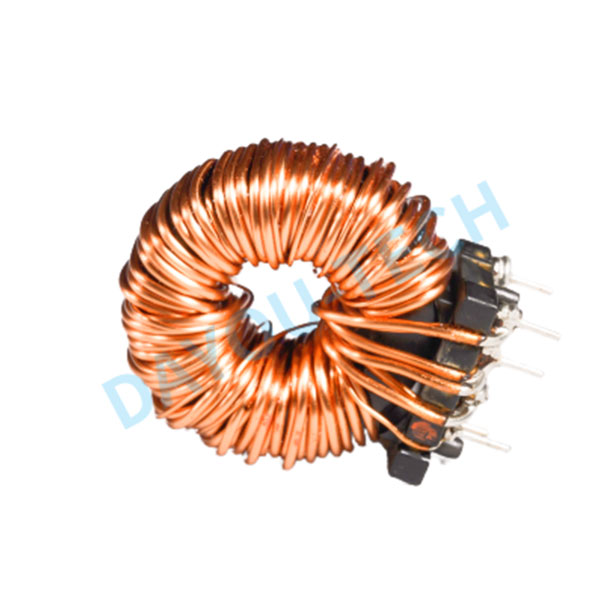
Намотка – это, казалось бы, простая операция, но она требует высокой точности и аккуратности. Неправильная намотка может привести к снижению индуктивности, увеличению потерь и другим проблемам. Мы используем как ручную намотку, так и автоматизированные машины, но всегда уделяем особое внимание контролю качества. Важно следить за равномерностью намотки, плотностью витков, качеством изоляции и отсутствием повреждений проводника. Иногда возникают проблемы с обмоткой сложной геометрии, особенно при изготовлении индукторов для высокочастотных приложений.
Одним из распространенных вопросов является вопрос об использовании различных типов проводников. Медь – самый распространенный вариант, но в некоторых случаях могут использоваться луженые медные проводники или проводники с покрытием из других материалов. Выбор проводника влияет на сопротивление, индуктивность и термостойкость индуктора. Например, для высокочастотных приложений часто используют луженые медные проводники, чтобы снизить потери на контакт.
Нельзя недооценивать влияние температуры на характеристики индуктора. При высоких температурах индуктивность может изменяться, а сопротивление постоянному току может увеличиваться. Это особенно важно учитывать при проектировании индукторов для использования в условиях повышенной температуры. Мы используем специальные методы тестирования, чтобы определить температурную зависимость характеристик индукторов и убедиться, что они соответствуют требованиям заказчика.
Однажды мы получили заказ на изготовление индукторов для использования в автомобильной электронике. Заказчик предъявил строгие требования к температурной стабильности. Мы использовали высокотемпературный феррит и провели серию испытаний при различных температурах, чтобы убедиться, что индукторы будут работать надежно в условиях эксплуатации автомобиля. Это потребовало дополнительных затрат на материалы и тестирование, но в итоге мы получили продукт, полностью соответствующий требованиям заказчика.
Контроль качества – это неотъемлемая часть процесса производства индукторов. На каждом этапе производства проводятся проверки, чтобы выявить возможные дефекты. Мы используем различные методы контроля качества, включая визуальный осмотр, измерение индуктивности, DCR, сопротивления изоляции и других параметров. Важно иметь современное измерительное оборудование и квалифицированный персонал, чтобы обеспечить высокое качество продукции.
Отладка – это финальный этап производства, на котором индукторы проверяются на соответствие требованиям заказчика. Проводятся испытания на частоту, напряжение, ток и другие параметры. При необходимости вносятся корректировки в конструкцию или технологический процесс. Мы используем специализированное оборудование для отладки индукторов, которое позволяет точно определить характеристики и выявить возможные дефекты.
Зачастую проблемы возникают именно на этапе сборки и пайки. Неправильно выполненная пайка может привести к ослаблению соединения, увеличению сопротивления и другим проблемам. Мы используем современные методы пайки, включая волновую пайку, паяльную станцию и термопасту, чтобы обеспечить надежное соединение. Кроме того, уделяем особое внимание чистоте поверхностей и качеству припоя.
Один из распространенных случаев – падение мелких компонентов или некачественная трассировка платы, что приводит к невозможности монтажа индуктора. Поэтому, взаимодействие с проектировщиками схем – критически важно. Нужно заранее обговорить все требования к монтажу, включая расположение компонентов, зазоры и другие параметры.
Производство индукторов – это сложный и многогранный процесс, требующий глубоких технических знаний и опыта. Надеюсь, мои размышления и опыт, которыми я поделился, будут полезны тем, кто интересуется этой областью. Важно помнить, что успешное производство индукторов – это не просто изготовление физического изделия, это решение задачи, удовлетворение конкретных потребностей заказчика.
ООО ?Цзянси Даю Технология? постоянно совершенствует свои технологии и оборудование, чтобы предлагать своим клиентам продукцию высочайшего качества. Если у вас возникли вопросы по проектированию и изготовлению индукторов, пожалуйста, свяжитесь с нами: https://www.dayou-tech.ru.